
近年3Dプリンタは多くの用途で活用されており、その中には3Dプリンタと電子工作を組み合わせてロボットやドローン、IoTデバイスを製作する方々がいます。それらを製作するには、Arduino、Raspberry Piのような制御ボードや、モータドライバやコンバータといったモジュール基板などを搭載するかと思います。
ただ、基板上に配置された電子部品は静電気放電 (Electrostatic Discharge, ESD) によって生じる電流が原因で故障することがあり、対策が必要となります。3Dプリントでは、含有するカーボンで導電性を調整してESD対策されたフィラメントが流通しているので、これを使えばESDによる基板の破損リスク低減が期待できます。
そこで本記事では、Polymakerが販売するESD対策フィラメント”PolyMax PETG-ESD“を使い、自身で設計した基板のケースを3Dプリントしてレビューしようと思います。具体的には、Prusa MINI+のOctoPrint導入に向けて、Raspberry Pi Zero 2 Wと降圧コンバータを一緒に収納するケースを作ります。その過程で試したスライサーの設定値や印刷結果に対する所感、使用時のポイントや注意点などを紹介します。
本記事では商品を分解して内部部品を流用する内容が含まれます。製品本来の用途以外での利用となりますので、参考にされる場合は自己責任でお願いいたします。
PolyMax PETG-ESDフィラメントの特徴・仕様
ここではPolyMax PETG-ESDの商品ページを参照しつつ、製品の特徴や推奨される印刷設定を説明します。また、製品のパッケージングについても実物の写真とともに紹介します。
主な特徴
PolyMax PETG-ESDの特長について、Polymakerの商品ページには以下の点が挙げられています。
PolyMax PETG-ESD フィラメント | Polymaker社製3Dプリンターフィラメント日本総代理店
- ESD(静電気放電)に安全な素材で、電子治具や電子部品のプリントに最適
- 80℃までの耐熱性
- 優れた層間接着性
- 優れたプリント適正で、260℃前後でもプリント可能
「ESDに安全な素材」という点は他のフィラメントにはない大きな魅力で、フィラメントの変更だけでESD対策ができるのは嬉しいですね。また、ゴミやホコリの付着も防げるので印刷物をキレイな状態に保つことができます。
また、素材はPETGがベースなのである程度の耐熱性があります。ABSなどと比べると劣りますが、その分印刷時の収縮・反りのトラブルは少ないです。
層間接着については印刷設定によって変わりますが、ノズル温度は250 – 290℃で、冷却ファンはオフが推奨されているので、より高温な環境下での印刷が望ましいですね。
製品仕様・推奨印刷設定
カーボンが含まれるため色はブラックのみで、通常のPETGよりも推奨ノズル温度が高く設定されています。最大290℃であることから、使用する3Dプリンタによっては利用できない可能性もあります(例:Prusa MINI+ 280℃、Prusa i3 MK3S+ 300℃、Ender 3 260℃、Ender 3 S1 Pro 300℃)。
| カラー | ブラック (全1色) |
| 平均フィラメント径 | 1.75 mm (< ± 0.05 mm,通常は~ ± 0.02 mm) |
| 重量 | 500g |
| 推奨プリント温度 | 250 – 290°C |
| 推奨プリント速度 | 30 – 50mm/s |
| 推奨プレート温度 | 70 – 80°C |
上記以外の詳細については、Polymakerのホームページにてデータシートが公開されているのでそちらを参照してください。
≫各種データダウンロード | Polymaker社製3Dプリンターフィラメント日本総代理店
PolyMax PETG-ESDはPolymaker、サンステラのオンラインショップで購入できます。また、Amazonでも購入することが可能です。

フィラメントの梱包や開封時の様子はこちらです。フィラメントはアルミ製の密封パックに包まれ、中には乾燥剤が入っています。吸湿対策はかなり十分のようです。




RasPi Zero2Wのケースを設計
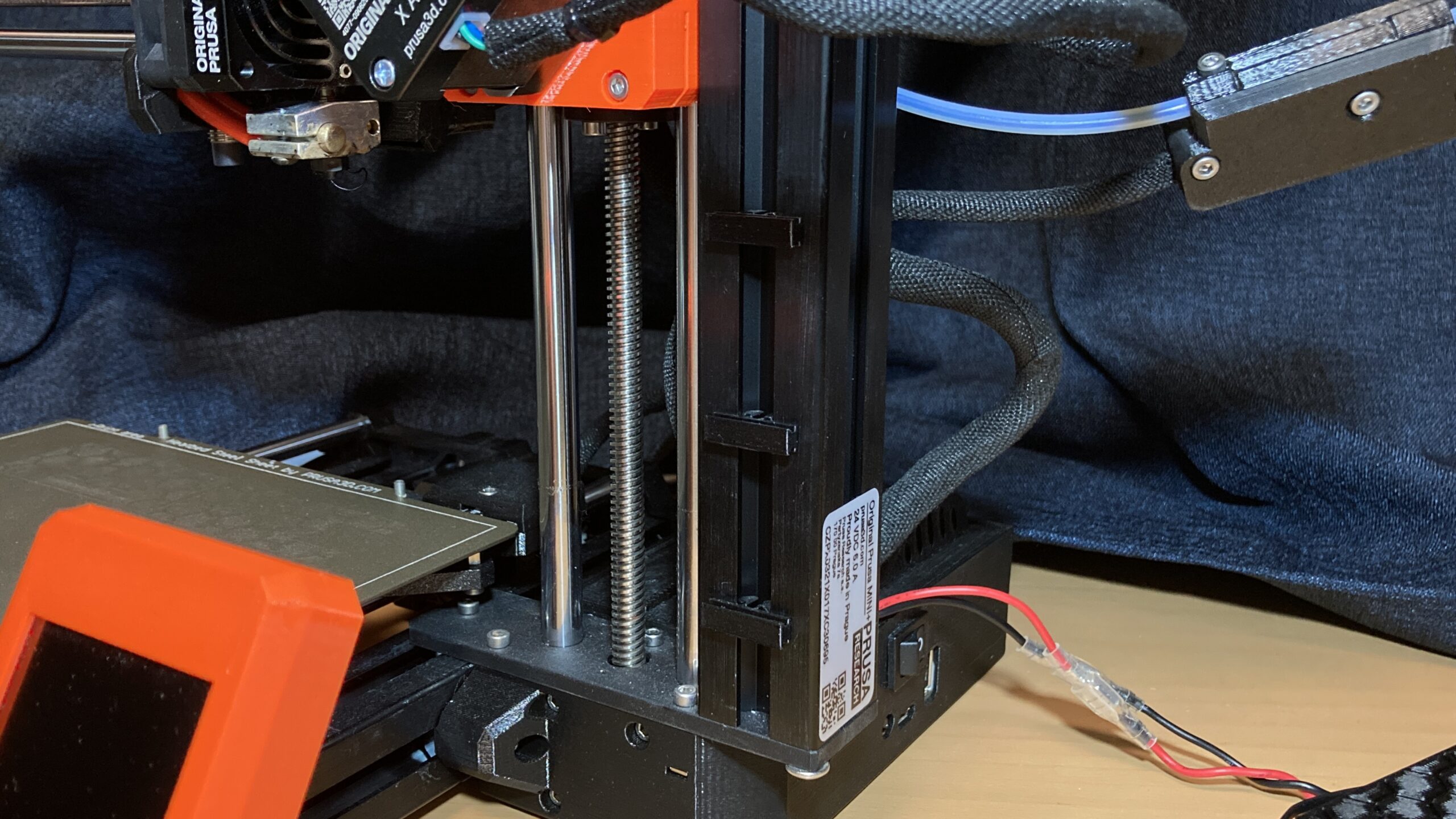
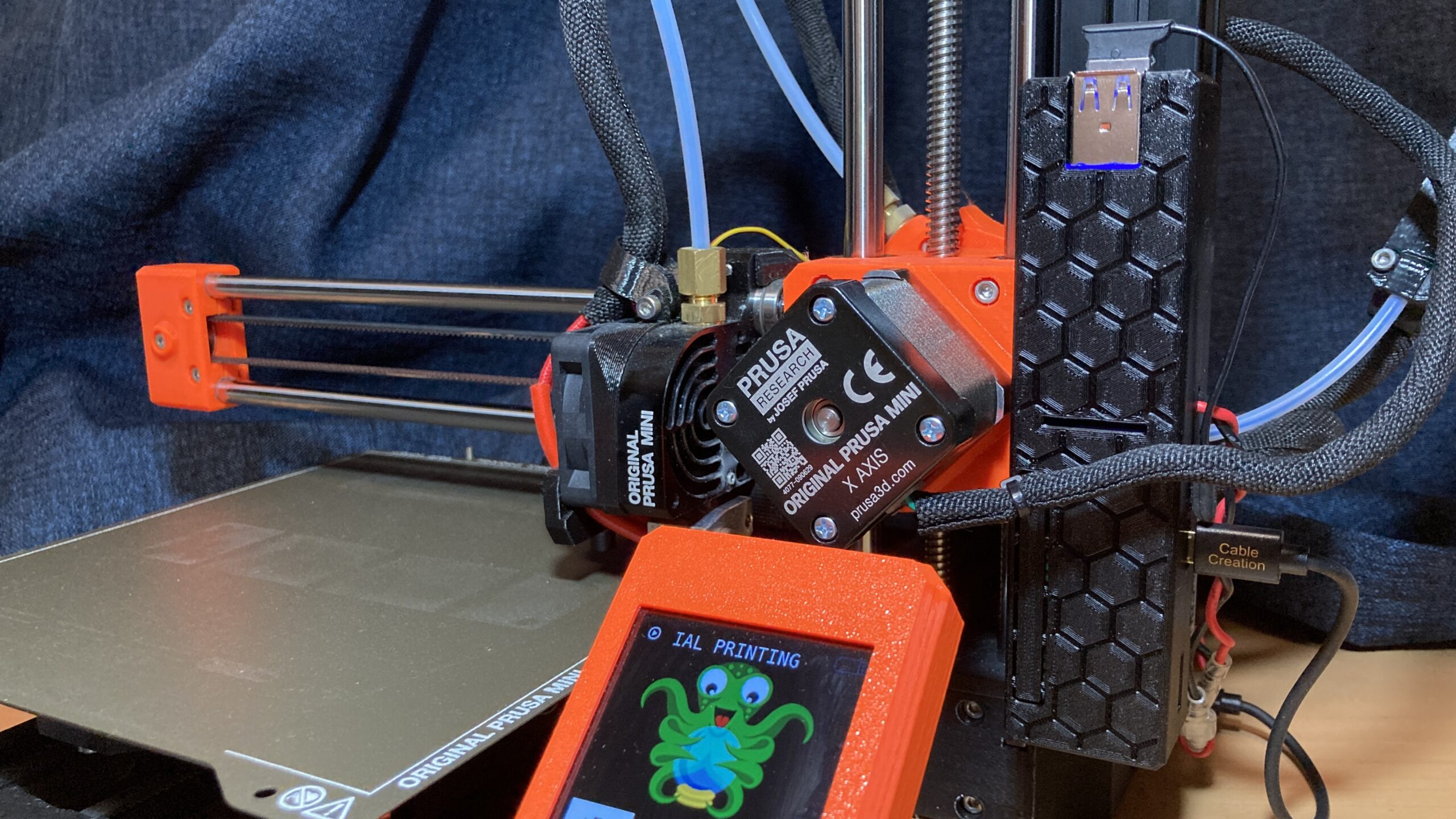
昨年Prusa ResearchのFFF式3DプリンタであるPrusa MINI+を購入したのですが、USBでのデータ転送が煩わしいので、今回を機にRaspberry PiでOctoPrintを導入して、Wi-Fiによるデータ転送機能を追加しようと思います。
Prusa MINI+については以前にレビューや改造例を紹介する記事を書いたので、気になる方はこちらをご覧ください。
≫Prusa MINI+を買ってみた:レビュー&今後の改造計画 | Hiroloquy
OctoPrint導入に必要なRaspberry Pi Zero 2 Wと降圧コンバータの保護するケースを設計し、PETG-ESDフィラメントで3Dプリントすることで、ESD対策を行います。


保護ケースをFusion360で次のように設計しました。Raspberry Pi Zero 2 Wと降圧コンバータを縦に並べる形でケースに収納します。側面にはUSBポートにアクセスできるよう穴を開けていて、底面にはPrusa MINI+の2020フレームに取り付けるための部品(緑色)も用意しました。
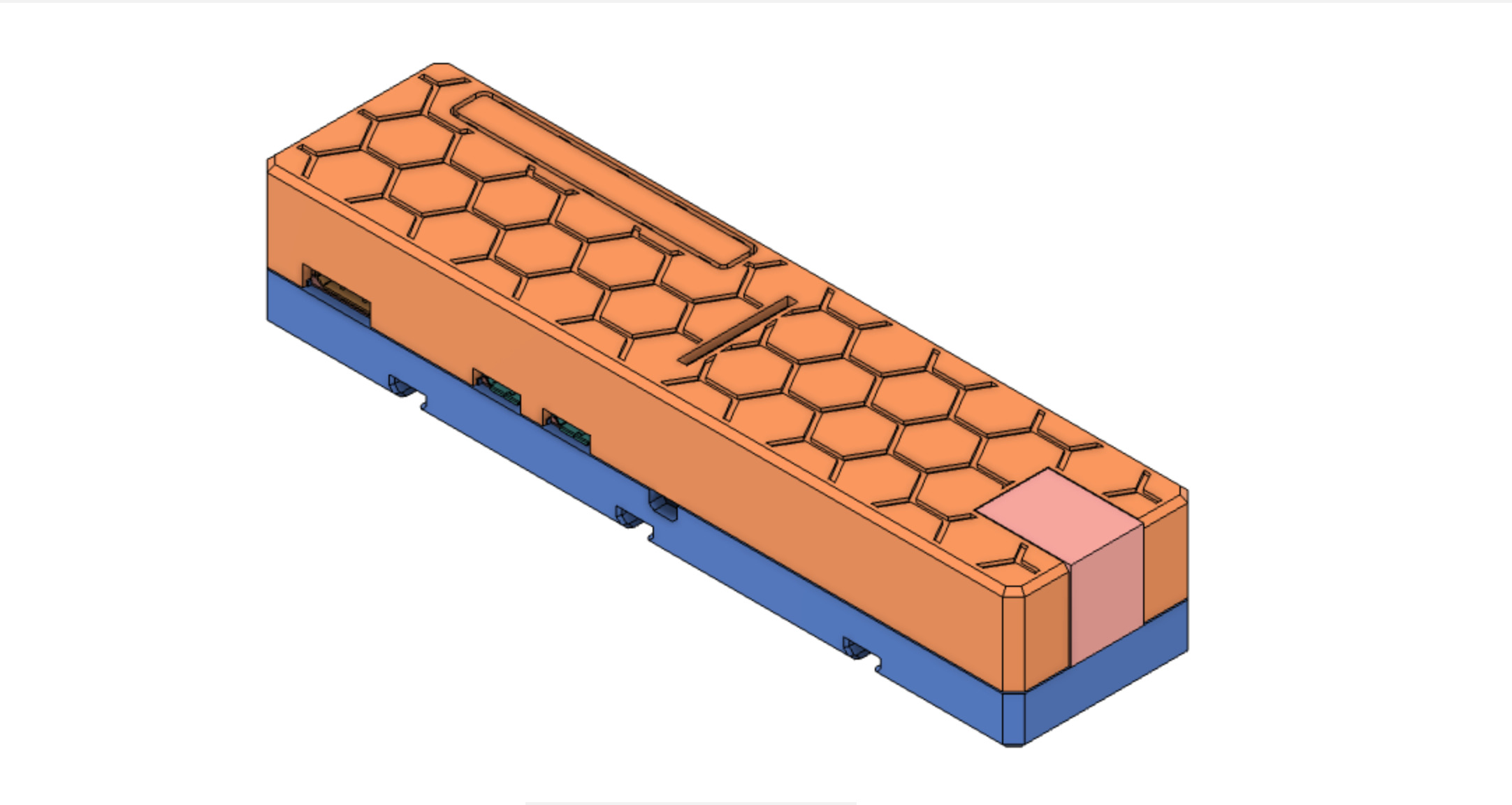


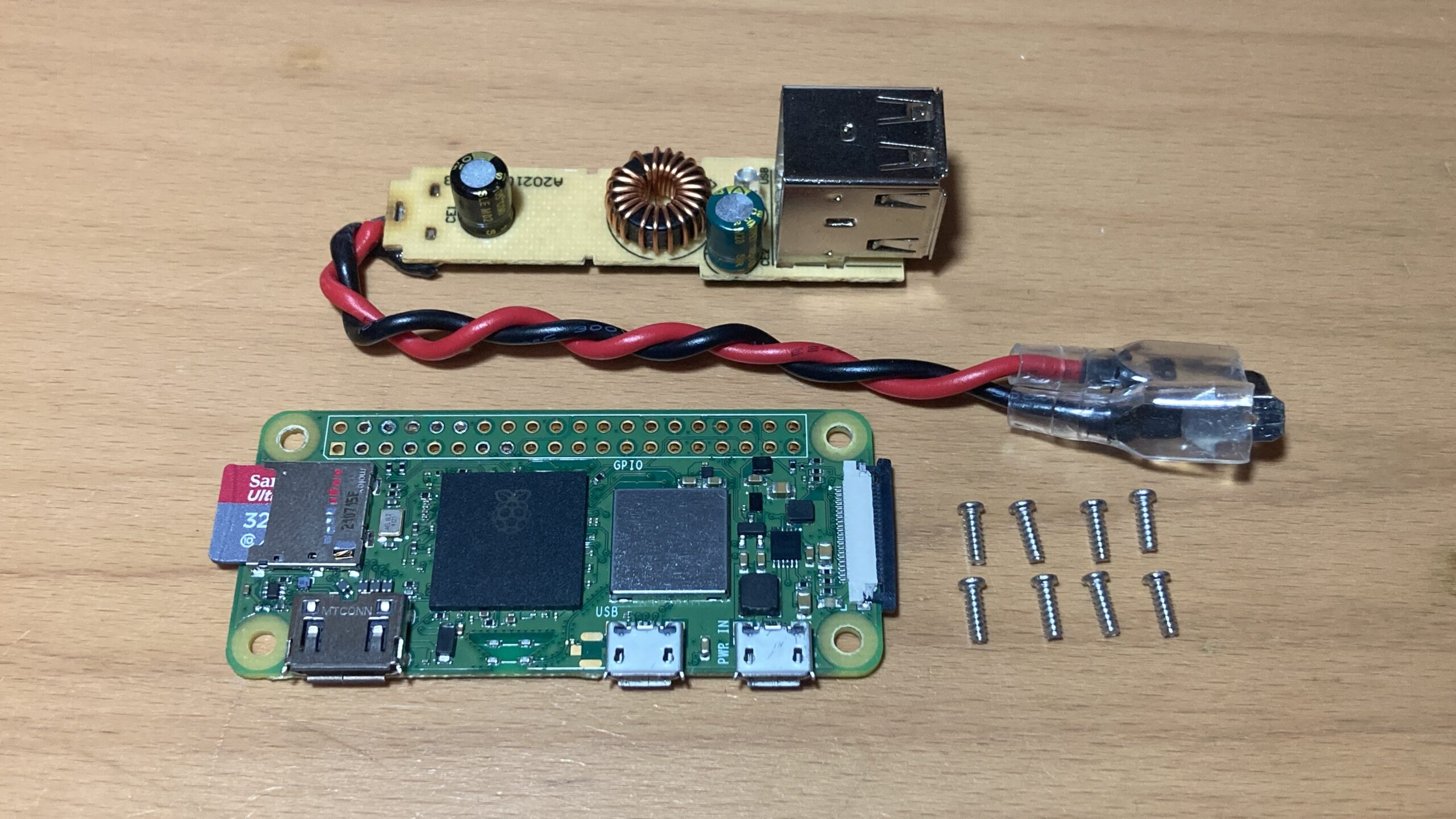
降圧コンバータはダイソーのシガープラグから調達します。Raspberry Pi Zero 2 Wの製品詳細では入力電力は5V DC 2.5Aなので、最大出力2.4A(USBポート2口合計)のものを選びました。なお利用するには、シガープラグ用の電極を取り除くために、はんだ付けの作業を自身で行う必要があります。
≫車用シガープラグ(2ポート、2.4A) | 【公式】DAISO(ダイソー)ネットストア
Raspberry Pi Zero 2 Wの3Dモデルはこちらのページよりダウンロードしました。
≫Raspberry Pi Zero 2 W | 3D CAD Model Library | GrabCAD
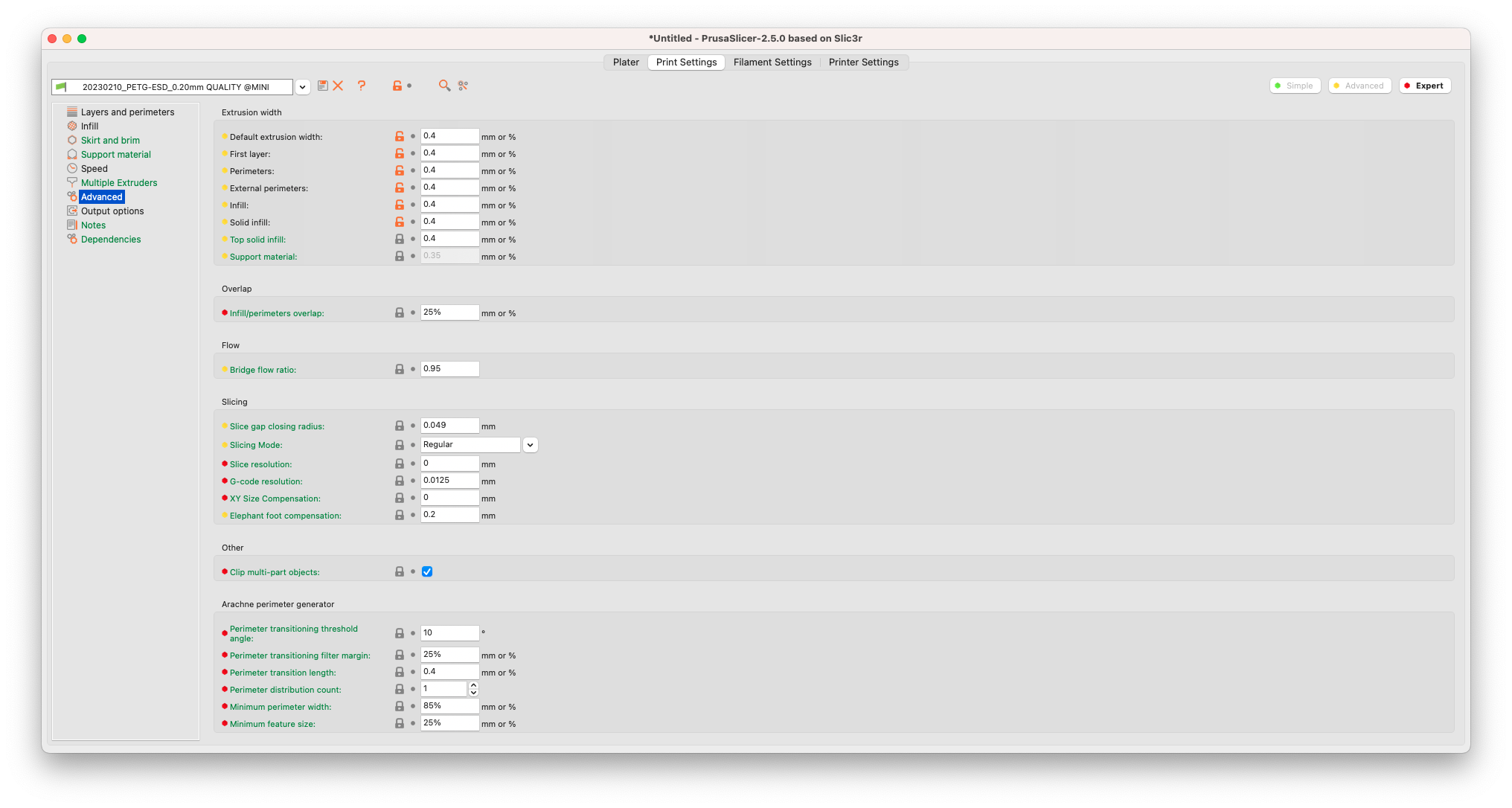
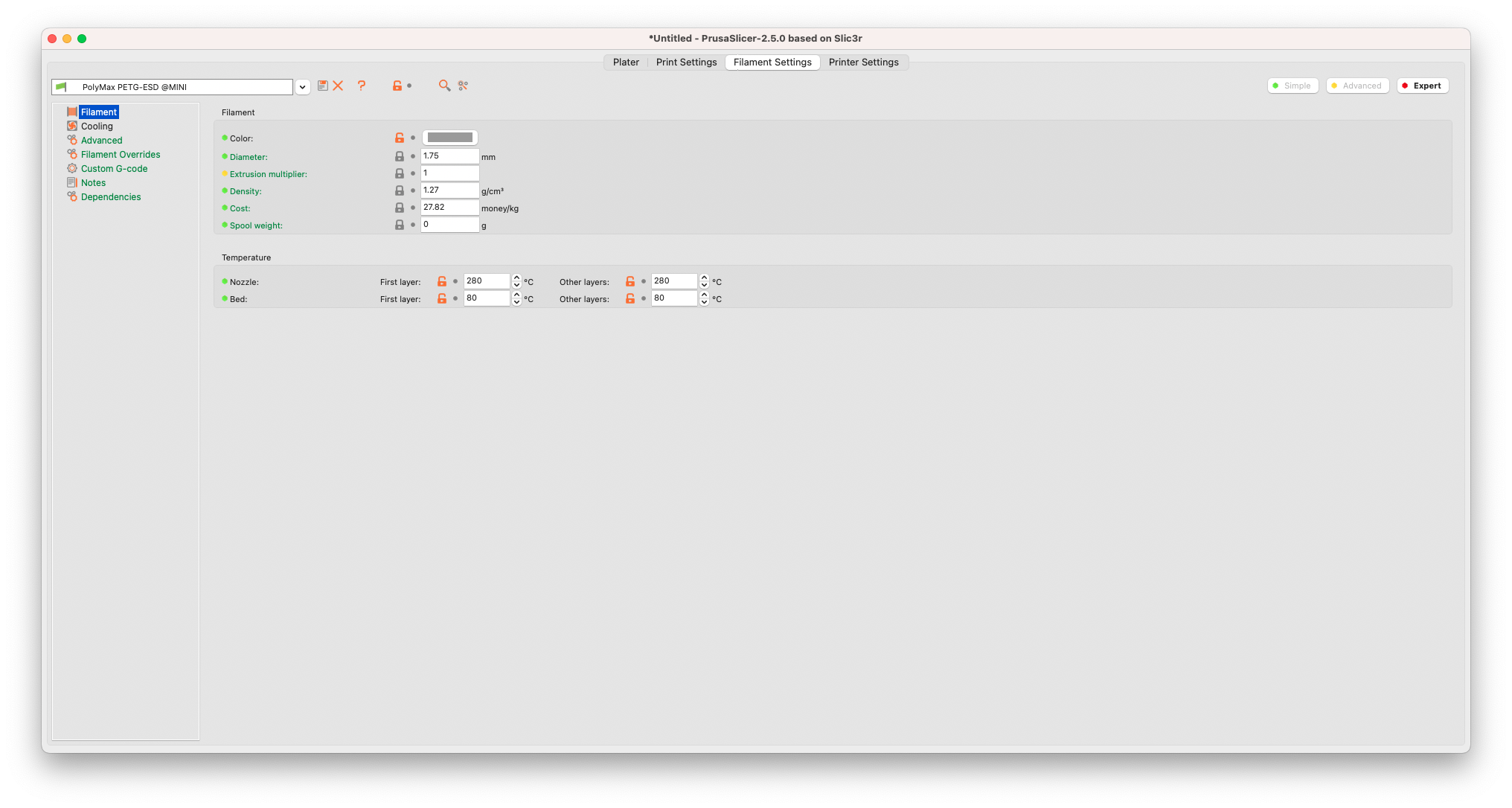
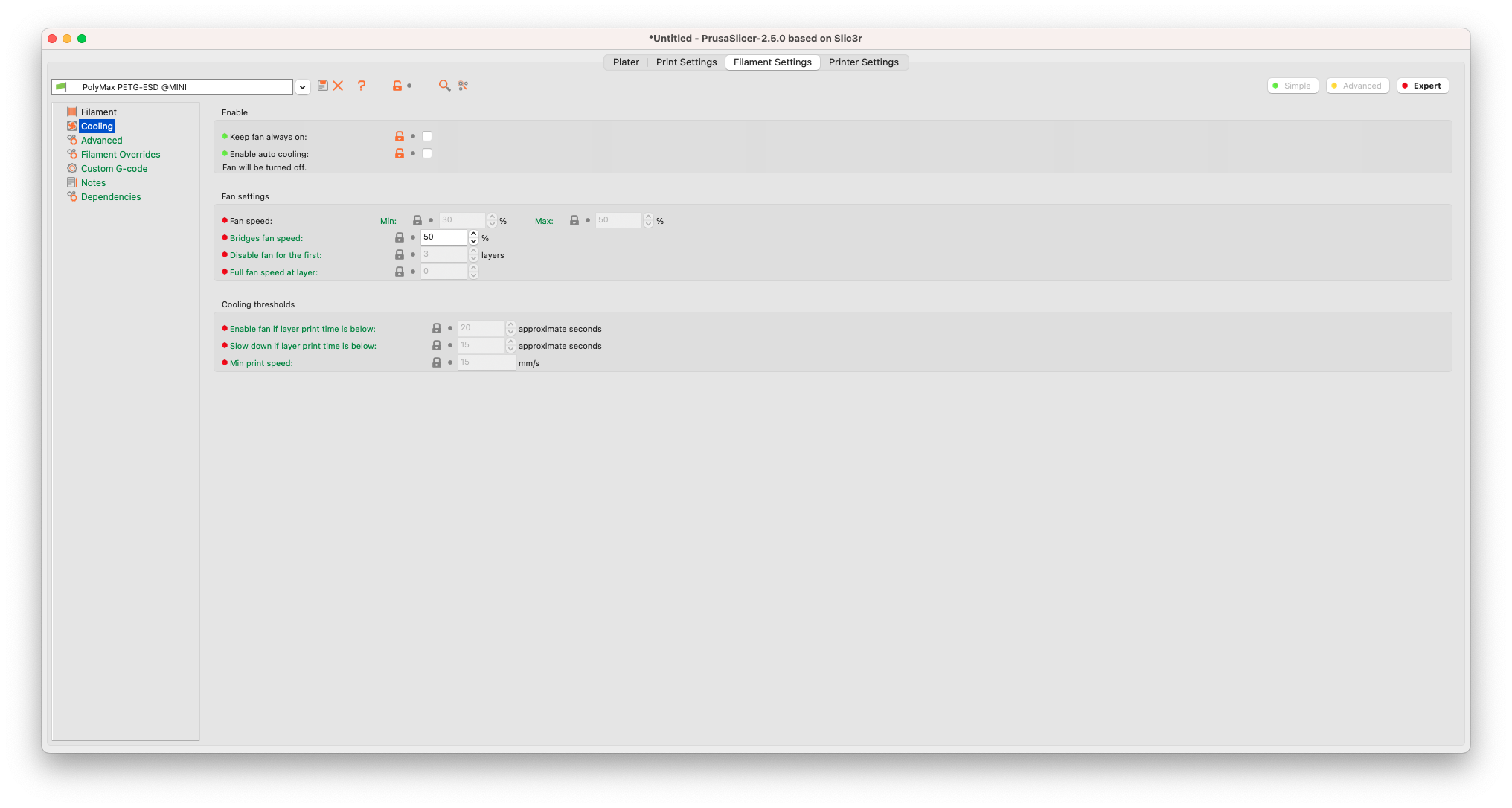
印刷設定
PETG-ESDフィラメントでケースを印刷する際の設定値を紹介します。なお、フィラメントは開封直後の状態で使いました。フィラメントドライヤー等での乾燥作業は行っていません。
- 機種:Prusa MINI+ (最大ノズル温度 280 °C / 最大ベッド温度 100 °C)
- ノズル温度:280℃ (推奨250 – 290°C)
- ベッド温度:80℃ (推奨70 – 80°C)
- 冷却ファン:オフ (推奨設定より)
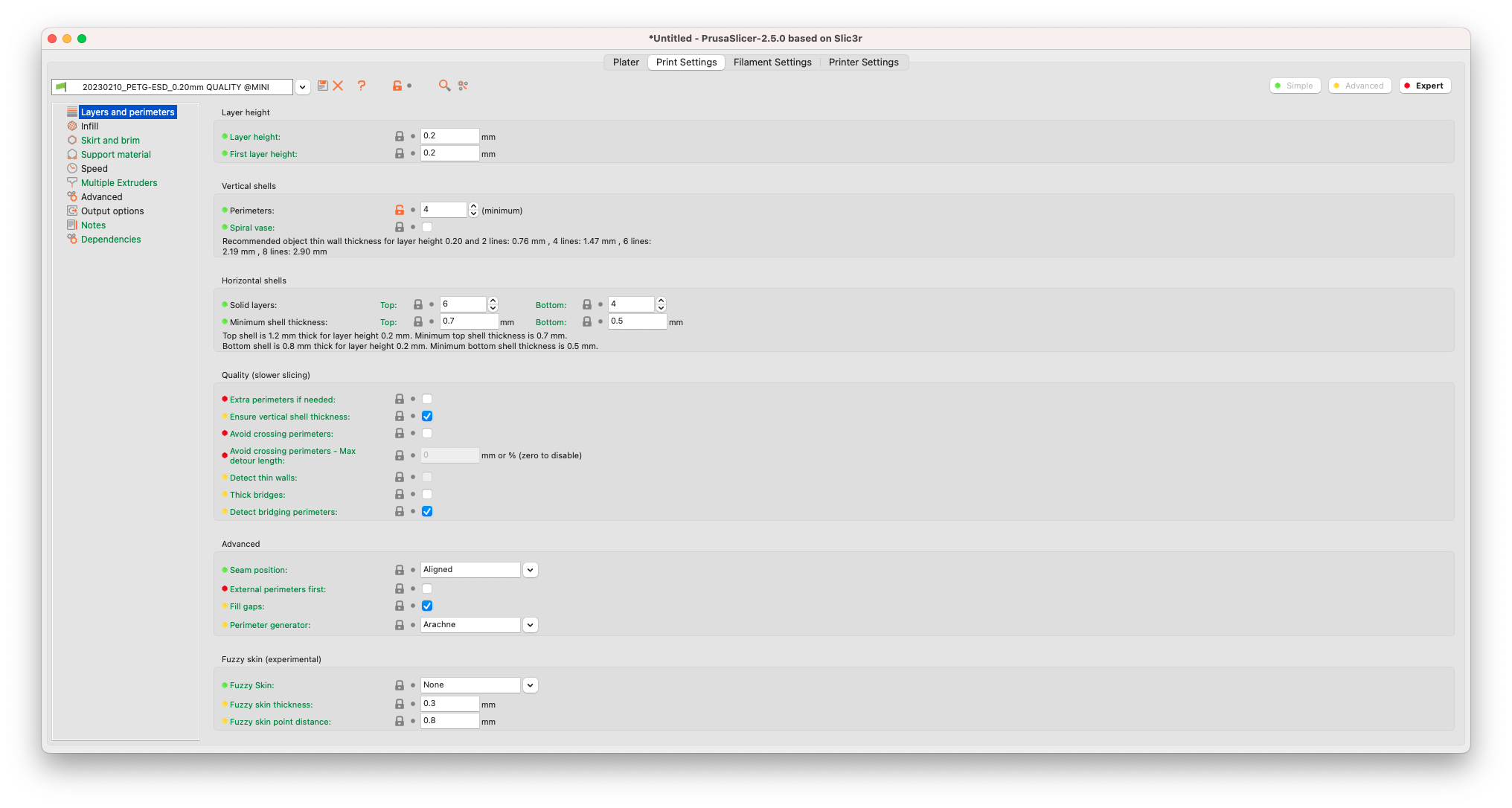
- 積層ピッチ:0.2mm
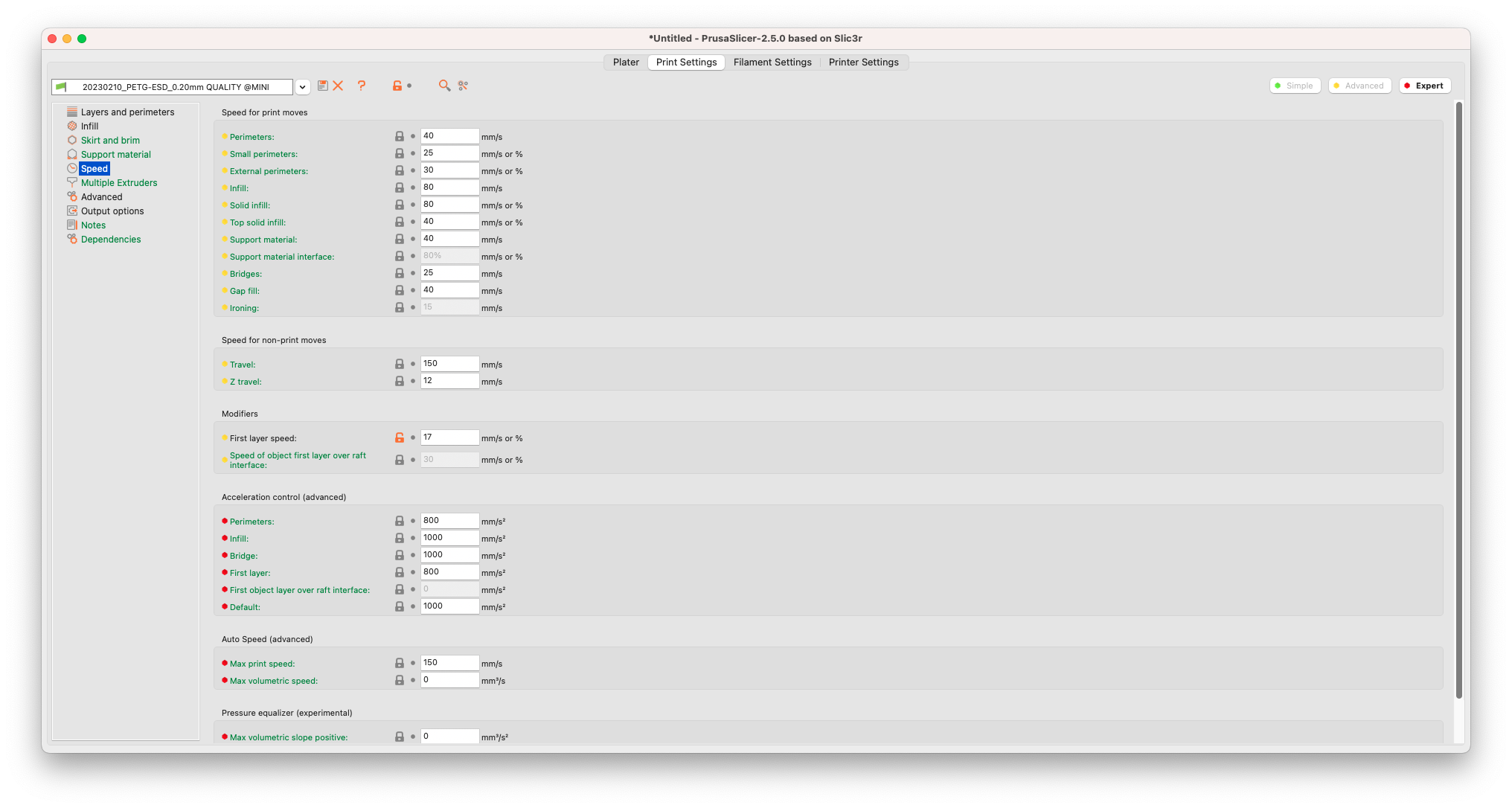
- 移動速度:40mm/s
- 押し出し幅:0.4mm
- シェル数:上面 6 / 側面 4 / 下部 4
- その他:焼入れ鋼ノズル0.4mm、ケープ塗布済Texturedシート使用、室温20℃
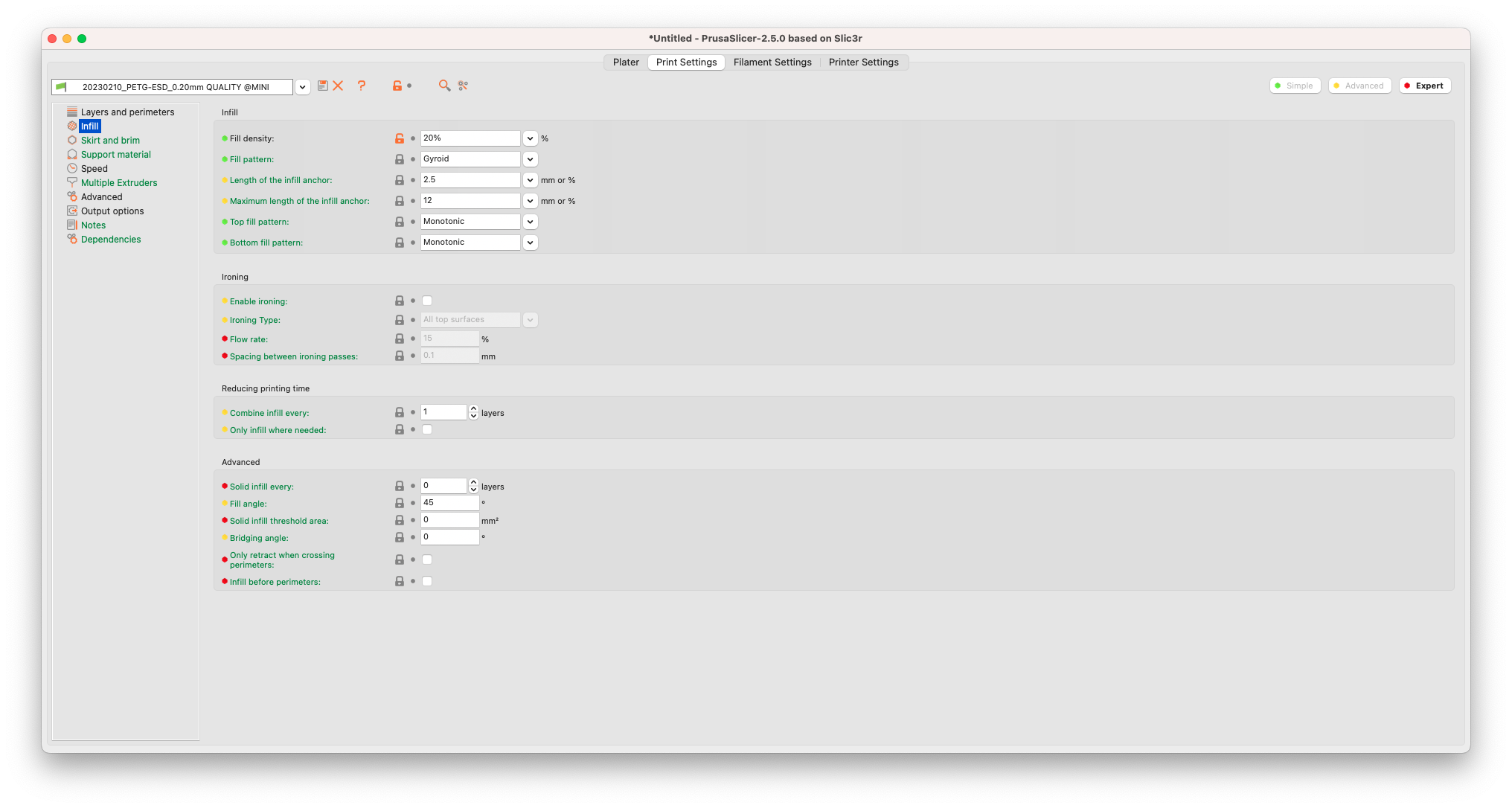
他の設定項目が気になる方は、こちらのPrusaSlicerのスクリーンショットを参照してください。
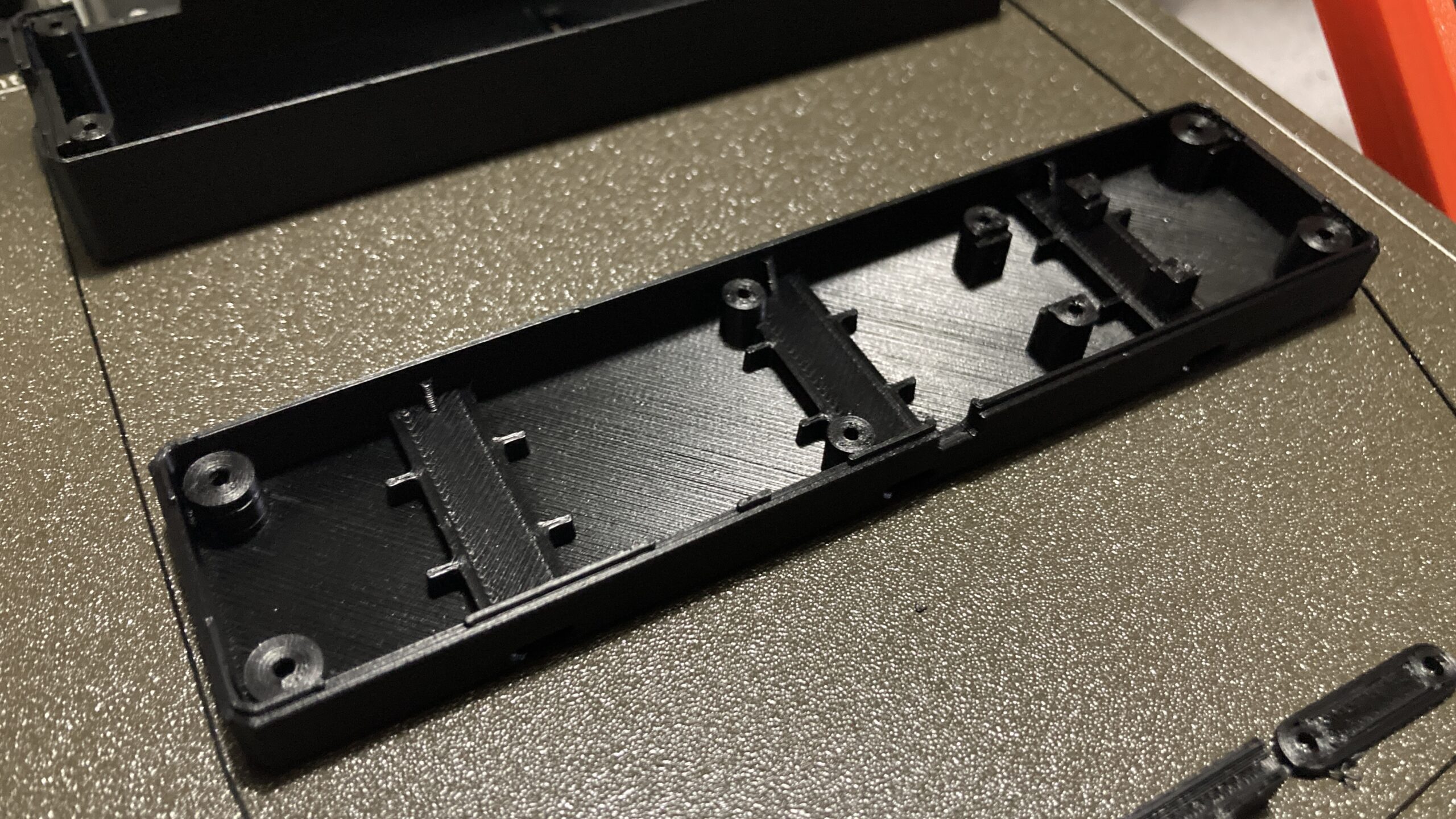
印刷結果
Prusa MINI+で印刷したときの造形物の外観と感じた点は以下のとおりです。ノズル温度が高めですが、刺激臭や反りなどで困ることはなく、比較的扱いやすいフィラメントだと思います。


- 糸引き:PETGフィラメントは糸引きしやすいという特徴がありますが、このフィラメントでは糸引きは見られませんでした。
- 質感:通常のPETGと比べて光沢は控えめです。かといってカーボンブレンドの造形物のような少しザラついたような質感でもありません。
- 反り:今回室温20℃の環境で印刷しましたが、塗布したケープの効果もあり、底面の反りはありませんでした。Prusa MINI+のようなエンクロージャーがない3Dプリンタでも問題なさそうです。
- 臭い:3Dプリンタのすぐ傍にいると臭いを感じます。しかし不快に感じるほど強い臭いではありません。約40cm離れると臭いは全く気にならなくなります。
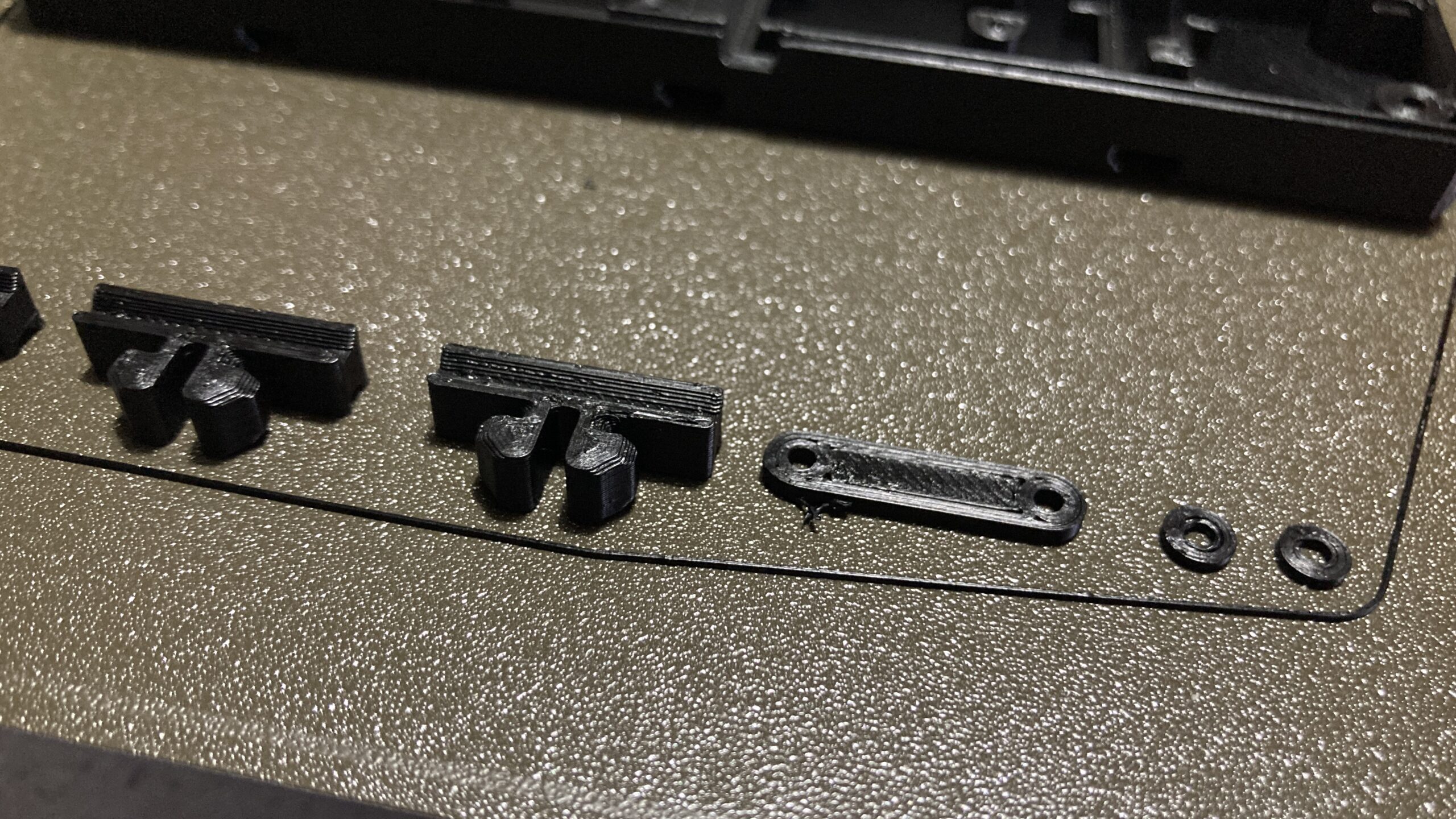
- ブリッジ:ケース上部にはハニカム構造の境界線で1mm幅、ケース下部には5.7mm幅のブリッジが3カ所あります。印刷結果を確認しましたが、冷却ファンをオフにしたままでもキレイに印刷されています。ケース下部中央の2カ所で垂れていますが、他2回印刷しても同様の垂れがあったので、設計あるいはスライスの問題かもしれません。
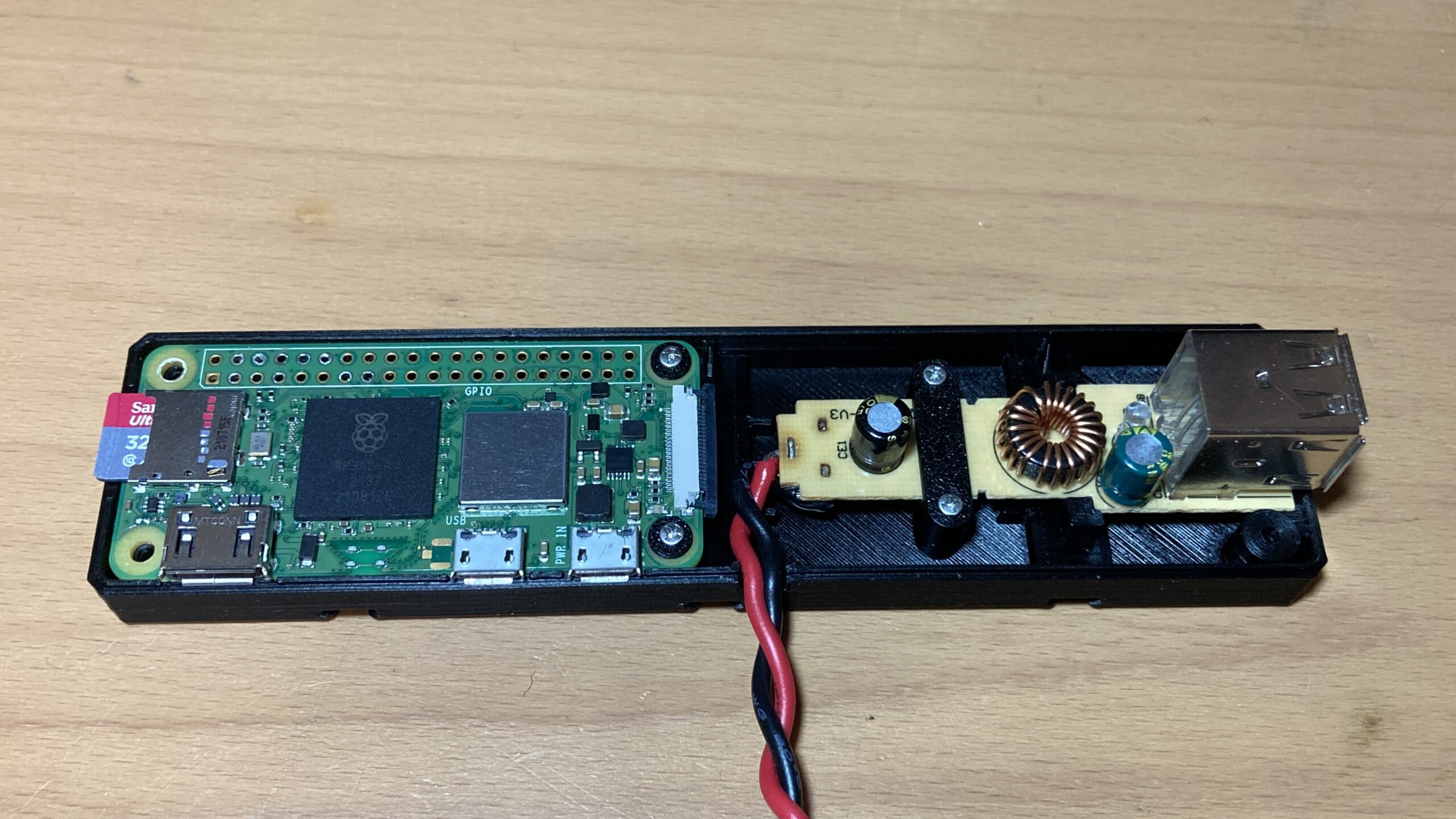
そして実際にRaspberry Pi Zero 2 Wと降圧コンバータを用意し、組み立てたケースがこちらです。降圧コンバータはPrusa MINI+のメインボードから電源を取れるよう、端子を一部取り除いてケーブルを追加しています。

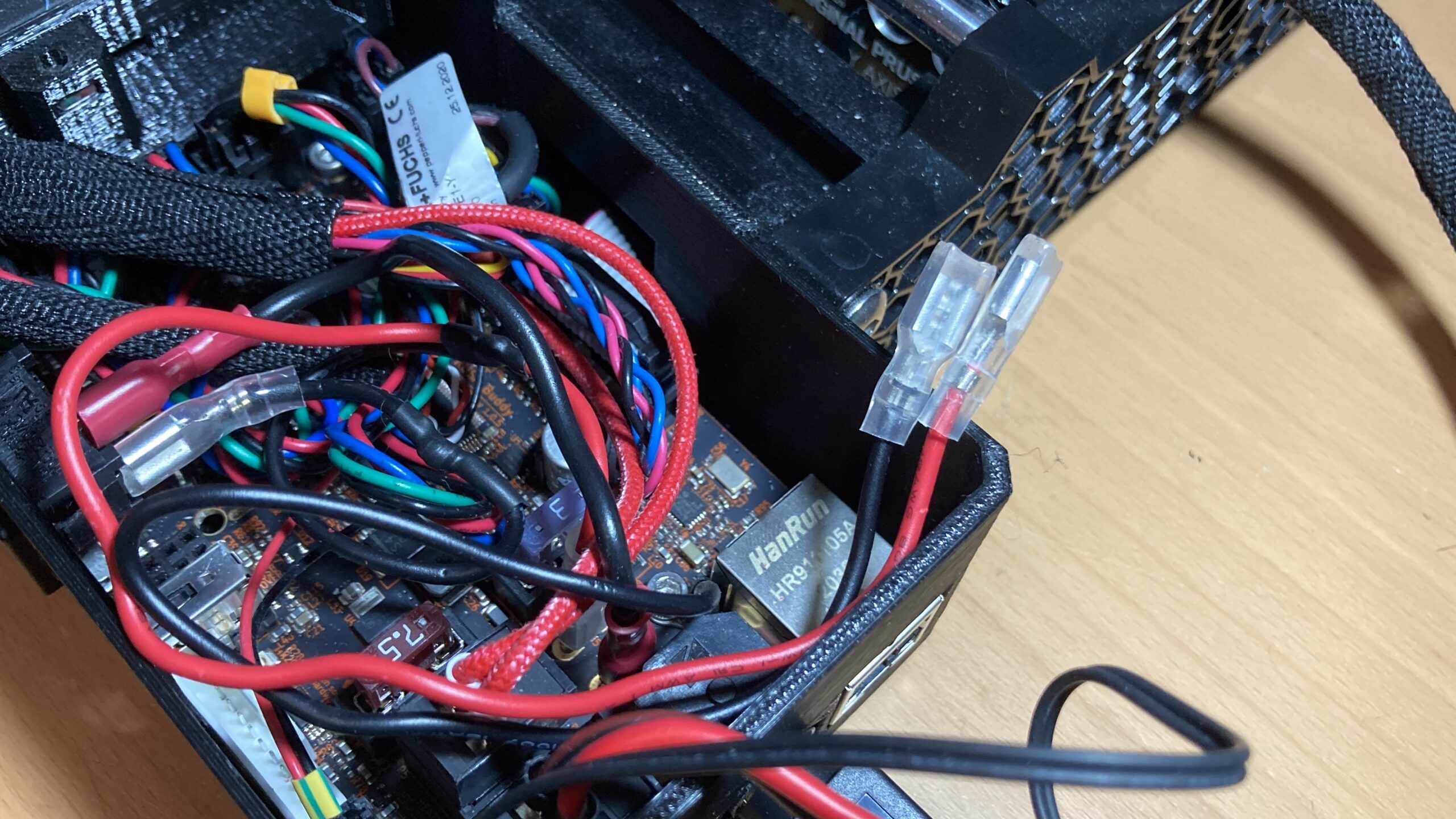
さらに電源供給用のケーブルを追加し、Prusa MINI+のアルミフレーム2020にケースを取り付ける様子がこちらです。プリントヘッドの邪魔にならない位置で取付可能なので場所を取ることなく、OctoPrintを導入することができます。
MINI+を起動してから、約20秒にはOctoPrintのマークが表示されます。これでMINI+にOctoPrintを導入することができました!
OctoPrint導入のソフトウェア的作業の詳細は、Prusa Researchのヘルプページの解説が参考になります。そしてそれに沿い、Prusa i3 MK3S+での導入手順を過去に解説しました。気になる方はぜひこちらの記事を参考にしてください。
≫Prusa MK3S+ & RasPi Zero2WでOctoPrintを導入【画像付き解説】 | Hiroloquy
なお、RPi Zero 2 Wと降圧コンバータ以外に、2種類のUSBケーブルを用意しました。
| USBタイプ | ケーブル長 | 役割 | 購入ページ |
| Type-A to Micro-B (L字) | 12cm | RPiへの電源供給 |
Amazon
楽天
|
| Micro-B to Micro-B | 20cm | Prusa Mini+とシリアル通信 |
Amazon
楽天
|
ポイント・注意点
PETG-ESDフィラメントを使う上でのポイント、注意点について、以下の順に説明していきます。
- ノズルは真鍮ではなく焼入れ鋼に換装
- Texturedシートにケープを塗布して定着力向上
- カーボンの色移り
ノズルは真鍮ではなく焼入れ鋼に換装
今回使ったPETG-ESDフィラメントには導電性を持たせるために、カーボンナノチューブが含まれています。炭素繊維を含むフィラメントは摩耗性が高いため、一般的な真鍮ノズルでは次第に摩耗していきます。するとノズル先端短くなり、ノズル径が広がるので、造形物の寸法・品質が変化する可能性があります。
一方、焼入れ鋼のノズルは真鍮製のものと比べて剛性や耐摩耗性が高いので、炭素繊維やポリカーボネート、ナイロンなどを含む素材の印刷に適しています。真鍮製のノズルと比べると高価ですが、ノズルの寿命と造形品質の安定を考えると、PETG-ESDフィラメントを使う際は焼入れ鋼ノズルへの換装がおすすめです。
炭素繊維複合のフィラメントの特徴や使い方については、Simplyfy3Dの記事が参考になります。
≫Ultimate Materials Guide – 3D Printing with Carbon Fiber
ノズルの入手先について、私は今回Trianglelabの焼入れ鋼ノズル (AliExpressで約1,300円 / 個) を購入して使用しました。問題なく印刷できたので、「焼入れ鋼ノズルを使ったことがない」という方はご参考に。
Texturedシートにケープを塗布して定着力向上
今回のフィラメントを使う上で、Prusa純正のビルドシート2種類を試しました。1つはPrusa MINI付属で表面がツルツルのPEIシート、もう一方はオプションで表面に凹凸があるTexturedシートです。
両シートでシートの掃除やFirst Layer Calibrationによる調整を行いました。前者のシートでは一発で印刷が成功し、底面もキレイに印刷できました。


しかし後者のTexturedシートでは初期層の定着が悪く、ひどい時は造形物がはがれてヒートブロックに付着することもありました。他素材のフィラメントでは問題なく印刷できていたので、おそらくPETG-ESDとの相性が原因だと考えています。
そこで、Texturedシート使用時は花王のケープを塗布することをおすすめします。これをビルドシートに塗布すると、ケープに含まれる整髪成分のベタつきが定着力となり、造形物が剥がれるトラブルを回避することができます。
他にスティックのりを塗って定着させる方法もありますが、ケープの場合はスプレー状に塗布するのでシート表面をムラなく、そして薄くコーティングできるので、造形物の底面やシートのベタつきが抑えることができます。

カーボンの色移り
PolyMax PETG-ESDの商品ページにも記載されていますが、別のフィラメントに交換するときはPETG-ESDをノズルからすべて出し切る必要があります。
実際、PETG-ESDフィラメント使用後にPolymakerのPolyTerra PLA白を使い、コールドプルの要領で掃除・交換を試したましたが、約10回抜き差ししても黒色を完全に取り除くことはできませんでした。
ノズルを複数所有しているユーザーは、ノズルを交換するのが手っ取り早いかと思います。しかしそれでも完全にPETG-ESDの影響がなくなるかは分かりません。ホットエンド内部のPTFEチューブの内径にカーボンが付着している可能性もあるので…。
白色や薄い色のフィラメントでテストプリントして、造形物の黒ずみが消えるのを確認するしかないかと思います。
さいごに
今回は静電気対策に適したフィラメントPolyMax PETG-ESDを使って、Raspberry Pi Zero 2 W & 降圧コンバータのケースを作りながらレビューしてみました。
フィラメントの種類を変えるだけで静電気対策ができ、電子部品や基板の故障リスクを低減できるのはかなり魅力的かと思います。気になる方はぜひお試しください。そしてこの記事がその方々の参考になれば幸いです。
コメント